Finally, low-temperature tempering is performed at 150–200°C to relieve stresses from quenching, stabilize the microstructure, and improve toughness.
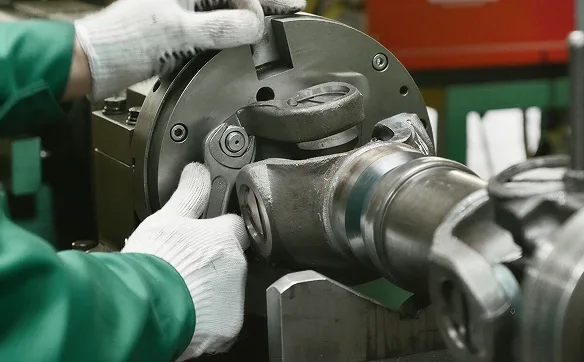
As a result, the surface hardness of the universal joint can reach HRC 58–64, while the core hardness remains approximately HRC 30–45, achieving an optimal balance of strength and durability.